Kaikkiin asiakkaiden kysymyksiin ja palautteisiin vastaamme kärsivällisesti ja huolellisesti.
Kuparilejeeringistä valmistettu kaareva liukusäädin on valmistettu korkean suorituskyvyn tinapron...
Tinapronssia – kuparipohjaista metalliseosta, joka sisältää 8–12 % tinaa sekä pieniä määriä fosforia, sinkkiä tai lyijyä laadusta riippuen – on käytetty liuku- ja laakerointisovelluksissa vuosisatoja, ja hyvästä syystä. Sen tarjoamaa ominaisuuksien yhdistelmää on vaikea verrata mihinkään yksittäiseen vaihtoehtoiseen materiaaliin: kohtalainen kovuus, joka kestää muodonmuutoksia kuormituksen alaisena, pieni ja vakaa kitkakerroin teräs- ja valurautapintoihin nähden, erinomainen korroosionkestävyys märissä ja kemiallisesti aktiivisissa ympäristöissä sekä riittävä sitkeys reunojen kuormitukseen ja kohdistusvirheisiin ilman halkeamia tai takertumista.
Insinööreille, jotka määrittävät mukautetun pronssisen liukuosan, tinapronssi on käytännöllinen keskitie pehmeämpien kupariseosten, jotka kuluvat liian nopeasti kuormituksen alaisena, ja kovempien materiaalien, kuten fosforipronssin tai alumiinipronssin, välillä, jotka voivat olla aggressiivisia yhteenliittyville pinnoille. Kun sovellukseen liittyy edestakaisin liikkuvaa liikettä, värähtelyä tai hidasta jatkuvaa liukumista merkittävässä kosketuspaineessa – olosuhteet, jotka aiheuttavat polymeerilaakerien virumista ja sintrattujen laakereiden väsymistä – tinapronssista räätälöity liukusäädin on usein luotettavin ja pitkäikäisin ratkaisu.
"Mukautettu" näkökohta on käytännössä tärkeä. Vakiovalmisteiset pronssiholkit ja liukulevyt kattavat rajoitetun geometrian. Monet todelliset sovellukset sisältävät kuorman jakautumisen geometrioita, asennusominaisuuksia, voiteluuria tai mittoja, jotka eivät sovi luettelon vakiotuotteille. Mukautettu tinapronssinen liukusäädin – koneistettu tai valettu tiettyihin mittoihin ja sovelluksen vaatimiin ominaisuuksiin – sulkee tämän raon ja mahdollistaa materiaalin ominaisuuksien hyödyntämisen täysin todellisessa käyttögeometriassa sen sijaan, että se vaarantaisi vakioosan mukauttamisen epätyypilliseen tilanteeseen.
Kaikki tinapronssi ei ole samaa materiaalia, ja seoslaadun valinnalla on suorat seuraukset liukusäätimen kulumissuorituskykyyn, työstettävyyteen ja kantavuuteen. Tärkeimpien laatuluokkien ymmärtäminen auttaa selventämään, mitä eritelmiä pyydetään tilattaessa mukautettua tinapronssiliukusäädintä.
| Seos | Tina sisältö | Keskeiset lisäaineet | Paras |
| C90300 (asemetalli) | 7,5–9 % | Sinkki, lyijy | Yleiskäyttöinen liukuva, kohtalainen kuormitus |
| C90500 (tinapronssi) | 9–11 % | Sinkki, lyijy | Holkit, liukusäätimet, vaihteet suuremmalla kuormituksella |
| C91100 (korkea tina-pronssi) | 14–16 % | — | Hidas nopeus, suuri kuormitus, tiukka välys liukuva |
| C91300 (fosforipronssi) | 11–13 % | Fosfori | Korkea kulutuskestävyys, väsymiskuormitetut liukusäätimet |
| C83600 (lyijyä sisältävä punainen messinki) | 4–6 % | Lyijyä, sinkkiä | Pieni kuormitus, hyvä työstettävyys, yleinen liuku |
Fosforipronssi (C91300) erottuu räätälöidyistä liukusäädinsovelluksista, joissa kulutuskestävyys on ensisijainen huolenaihe. Fosforin lisäys deoksidoi seoksen valun aikana ja muodostaa kovia kuparifosfidihiukkasia, jotka lisäävät kovuutta ja parantavat pinnan väsymiskestävyyttä. Edestakaisin liukusovelluksissa, joissa liukupinta käy läpi miljoonia jaksoja, fosforipronssin parannettu väsymiskestävyys johtaa suoraan pidempiin huoltoväleihin verrattuna tavallisiin tinapronssilaatuihin. Kompromissi on hieman heikentynyt työstettävyys – kovempien metalliseosten koneistus kestää kauemmin ja vaatii terävämmän työkalun – mikä lisää vaatimattomia kustannuksia valmiille mukautetulle pronssiselle liukuosalle.
Joidenkin luokkien (C90300, C90500, C83600) lyijypitoisuus palvelee erityistä tehtävää liukusovelluksissa: lyijy muodostaa mikrorakenteeseen pehmeitä sulkeumia, jotka toimivat kiinteänä voiteluaineena, vähentäen kitkaa ja suojaavat liitäntäpintaa nestemäisen voiteluaineen hetkellisen häviämisen aikana. Lyijypitoiset tinapronssilaadut ovat siksi suositeltavia sovelluksissa, joissa voitelua ei voida taata jatkuvasti – ajoittaisessa käytössä, rasvavoideltuissa järjestelmissä öljyvoideltujen sijasta tai sovelluksissa, jotka voivat joskus kuivua käynnistyksen tai hätätilanteen aikana. Elintarvikkeiden jalostuksessa, lääkinnässä tai juomavesisovelluksissa, joissa lyijyn saastuminen on huolenaihe, lyijyttömät laadut on määritettävä riippumatta lyijyn tarjoamista tribologisista eduista.
Tinapronssista räätälöityjen liukusäätimien käyttöalue on laaja – missä tarvitaan kontrolloitua, vähäkitkaista suhteellista liikettä pintojen välillä kuormituksen alaisena, pronssisia liukukomponentteja tulee näkyviin. Kunkin sovelluskontekstin erityisvaatimusten ymmärtäminen auttaa selventämään, miksi mukautettu geometria on usein oikea vastaus vakio-osien sijaan.
Parhaan hyödyn saaminen mukautetun tinapronssi liukusäätimestä vaatii suunnittelun huomiota suunnittelun yksityiskohtiin, jotka vaikuttavat suoraan kulumisnopeuteen, kuormituskykyyn ja käyttöikään. Näiden tekijöiden tulee olla osa valmistajan kanssa käytävää teknistä keskustelua ennen tilauksen tekemistä.
PV-luokitus – kosketuspaineen (P, MPa) ja liukunopeuden (V, m/s) tulo – on yleisimmin käytetty parametri ennustamaan, toimiiko pronssinen liukusäädin turvallisissa rajoissa. Tinapronssiseoksilla on PV-rajat, jotka vaihtelevat laadun, voiteluolosuhteiden ja yhteensopivan pinnan viimeistelyn mukaan, mutta työskentelyohjeena kuivakäyttöinen tinapronssi voi tyypillisesti ylläpitää PV-arvoja jopa 0,1–0,3 MPa·m/s, ennen kuin pinnan lämpötilat nousevat tasolle, joka aiheuttaa kiihtyvää kulumista tai kiinnileikkauksia. Riittävällä voitelulla tämä raja nousee huomattavasti – tyypillisesti 1,0–5,0 MPa·m/s riippuen voiteluaineesta ja käyttölämpötilasta. Kun suunnittelet räätälöityä tinapronssiliukusäädintä, laske odotetut P- ja V-arvot itsenäisesti ja varmista, että niiden tuote on lejeeringin nimellisrajan sisällä sopivalla turvamarginaalilla. Mallit, jotka toimivat lähellä PV-rajaa, ovat lyhyemmät käyttöiän ja ovat herkempiä voiteluhäiriöille kuin ne, jotka toimivat selvästi sen alapuolella.
Öljy- tai rasvavoitelulla toimivissa liukukappaleissa liukupintaan koneistettujen voiteluurien geometrialla on merkittävä vaikutus voiteluaineen jakautumiseen ja pysymiseen kosketuspinnan poikki. Liian matalat tai kapeat urat eivät voi kuljettaa riittävästi voiteluainetta kosketusalueelle; liian leveät tai liian syvät urat vähentävät tehollista laakerialuetta ja lisäävät kosketuspainetta jäljellä oleviin maa-alueisiin. Vakiourakuviot — aksiaaliset urat, kehäurat pyöriviin sovelluksiin, ristiviivoitetut kuviot litteille liukukappaleille — ovat vakiintuneita lähtökohtia. Kriittisissä sovelluksissa tai epätavallisissa kuormitusjakaumissa urakuvion hydrodynaaminen analyysi voi paljastaa, saavuttaako voiteluaineen todennäköisesti kosketusalueen korkeimman paineen vyöhykkeet. Uran geometrian määrittäminen mukautetussa liukusäätimessä – leveys, syvyys, etäisyys ja sijainti suhteessa kuormitusalueeseen – varmistaa, että valmistaja tuottaa sen, mitä sovellus vaatii yleisen kuvion sijaan.
Pronssisen liukukappaleen ja sen liitosakselin tai ohjainradan välinen halkaisijavälys vaikuttaa sekä voitelukalvon paksuuteen että liukuelementin asennon tarkkuuteen. Liian tiukka välys voi joutua kosketuksiin lämpölaajenemisen aikana, voiteluainekalvon hajoamisen ja takertumisen kuormituksen alaisena; liian löysä välys sallii liukukappaleen keinumisen liitäntäpinnallaan kuormituksen käänteessä, mikä aiheuttaa reunakuormitusta, joka nopeuttaa liukukappaleiden päiden kulumista. Konesovelluksissa tarkkuustinapronssiliukulaakereissa halkaisijavälykset 0,05–0,15 % akselin halkaisijasta ovat tyypillisiä lähtökohtia hydrodynaamisille voiteluolosuhteille. tiukempia välyksiä saatetaan tarvita, jos paikannustarkkuus on kriittinen. Määritä sovitustoleranssi aina mukautetussa liukusäätimessä käyttämällä ISO-standardin mukaisia toleranssimerkintöjä (esim. H7/f7, H8/e8) varmistaaksesi yksiselitteisen yhteydenpidon valmistajan kanssa ja mahdollistaaksesi asennuksen jälkeisen mittauksen tarkistamisen.
Pronssisen liukupinnan pinnan karheus vaikuttaa alkuperäiseen kulumiskäyttäytymiseen, voiteluainekalvon muodostumiseen ja vakaan tilan kitkaan. Liian karkeat pinnat aiheuttavat hankaavaa kulumista sisäänajon aikana, koska molempien liitäntäpintojen epätasaisuudet deformoituvat ja poistetaan; liian sileät pinnat eivät välttämättä pidä riittävästi voiteluainetta aukkojen välisissä laaksoissa estääkseen liiman kulumisen rajavoiteluolosuhteissa. Useimmille tinapronssisille mukautetuille liukukappaleille voideltuissa liukukäyttösovelluksissa Ra 0,4–1,6 μm:n viimeistelty liukupinta on sopiva – riittävän sileä tukemaan voiteluainekalvoa, mutta ei niin sileä, että siitä tulee taipuvainen. Kuivissa tai vähän voideltuissa sovelluksissa, joissa käytetään grafiittitulppia, hieman karheampi pinta (Ra 1,6–3,2 μm) säilyttää tulpista vapautuvan kiinteän voiteluaineen mekaanisesti paremmin.

Mittatilaustyönä valmistettuja tinapronssisia liukukappaleita voidaan valmistaa useilla valmistusreiteillä, ja niiden välinen valinta vaikuttaa sekä valmiin osan materiaaliominaisuuksiin että saavutettavaan mittatarkkuuteen. Vaihtoehtojen ymmärtäminen auttaa ostajia esittämään oikeita kysymyksiä ja arvioimaan toimittajien kykyjä tarkasti.
Useimmille tarkkuusmuokatuille pronssisille liukuosille CNC-työstö jatkuvasti valetusta tangosta tai putkimassasta on suositeltava valmistusreitti. Jatkuva valu tuottaa tinapronssia, jolla on hieno, tasainen raerakenne ja minimaalinen huokoisuus hiekkavaluon verrattuna – molemmat ominaisuudet parantavat kulumiskykyä ja yhtenäisempiä mittatuloksia koneistuksen aikana. Lähtömateriaalia on saatavana laajalla valikoimalla vakiohalkaisijoita ja seinämänpaksuuksia, ja useimmat mukautetut liukusäätimen geometriat voidaan työstää tehokkaasti lähimmästä sopivasta varastokoosta. CNC-sorvauksella ja jyrsinnällä voidaan saavuttaa rutiininomaisesti poraustoleranssit IT6–IT7 ja pintakäsittelyt Ra 0,4–0,8 μm. Yksittäisissä tai pienissä tilauserissä koneistus varastosta on myös nopein reitti – ei työkalujen läpimenoaikaa, ei vähimmäistilausmäärää ja ensimmäisen osan toimitus on mahdollista muutamassa päivässä yksinkertaisia geometrioita varten.
Kun räätälöidyssä tinapronssiliukukappaleessa on sisäiset kanavat, ei-sylinterimäinen ulkogeometria, integroidut laipat kokoonpanoissa, jotka vaativat liiallista materiaalin poistamista tankovarastosta, tai ulkomitat ovat liian suuret käytettävissä olevaan tankovarastoon, valusta tulee käytännöllisempi tapa. Hiekkavalu on helpoin prosessi räätälöidyille pronssikomponenteille – kuviokustannukset ovat kohtuulliset, seosvaihtoehdot ovat laajat ja osien koot voivat vaihdella pienistä kannakkeista suuriin, satoja kiloja painaviin laakeripaloihin. Investointivalu (lost-wax casting) tarjoaa huomattavasti paremman mittatarkkuuden ja pinnan viimeistelyn kuin hiekkavalu korkeammalla kuvion hinnalla, ja se sopii monimutkaisiin tarkkuusmuotoihin, joissa jälkivalutyöstö tulee minimoida. Kaikissa valutinapronssisuistimissa kriittiset liukupinnat tulee määrittää koneistetuiksi jälkivaluiksi, jotta varmistetaan, että pintakerros, joka voi sisältää valukalvosulkeumia tai kutistumishuokoisuutta, poistetaan ja lopullinen pinta tuotetaan terveestä, tiheästä materiaalista.
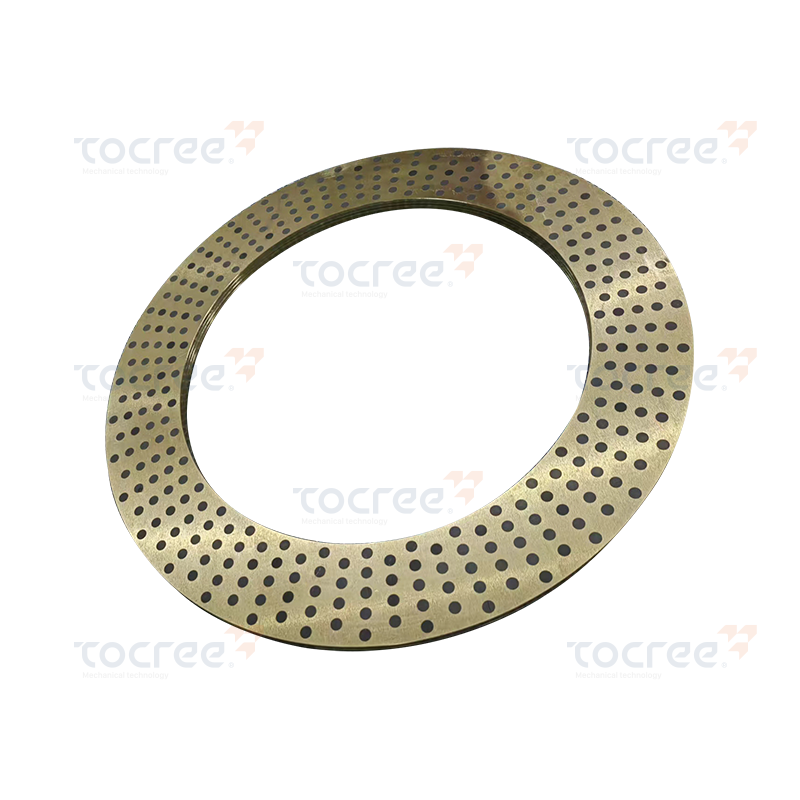
Itsevoitelevat tinapronssiset liukukappaleet – joissa grafiitti- tai PTFE-tulpat puristetaan pronssirunkoon koneistettuihin reikiin – ovat erikoistunut mutta tärkeä vaihtoehto sovelluksiin, joissa jatkuva ulkoinen voitelu ei ole käytännöllistä. Kiinteät voiteluainetulpat siirtävät ohuen grafiitti- tai PTFE-kalvon liitospintaan liukumisen aikana ja säilyttävät rajavoitelun, vaikka nestemäistä voiteluainetta ei olisikaan. Tulpan halkaisija, syvyys, etäisyys ja alueen peitto prosentteina liukupinnasta ovat kaikki suunnitteluparametreja, jotka vaikuttavat itsevoitelukykyyn – liian vähän tulppia ja voiteluainekalvo on epäjatkuva; liikaa ja tehollinen pronssilaakeripinta-ala pienenee alle sen, mitä kuormitus vaatii. Grafiittitulpan asennus on valmistusvaihe, joka vaatii hallittua puristusvoimaa sen varmistamiseksi, että tulpat pysyvät liukupintarasituksen alaisina, joita ne kokevat käytön aikana. Mukautetun pronssisen liukusäätimen valmistajalla, jolla on kokemusta itsevoitelevista malleista, on vakiopistokkeiden geometriat ja peittokuviot, jotka on optimoitu erilaisiin kuormitus- ja nopeusolosuhteisiin, mikä edustaa aitoa sovellusteknistä arvoa perustyöstökyvyn lisäksi.
Mukautetun tinapronssisen liukusäätimen täydellinen spesifikaatio estää ostajan ja valmistajan välisen viestintähäiriön, poistaa yleisimmät syyt vaatimustenvastaisten osien syntymiseen ja tarjoaa tarvittavat asiakirjat laadunvarmistukseen toimituksen yhteydessä. Eritelmän tulee sisältää vähintään:
Räätälöidyt tinapronssi liukusäädinmarkkinat sisältävät toimittajia tarkkuuskonepajoista, joilla on syvällinen metallurginen tietämys, yleissopimusvalmistajiin, jotka pitävät pronssia vain yhtenä työkappalemateriaalina. Liukuvissa sovelluksissa, joissa suorituskyky ja käyttöikä ovat tärkeitä, näiden toimittajatyyppien välinen ero on merkittävä.
Erikoistunut pronssisten liukusäätimien valmistaja varastoi erilaisia metalliseoslaatuja tanko-, putki- ja levymuodossa, ymmärtää niiden väliset tribologiset erot ja pystyy neuvomaan seosten valinnassa sovelluksen kuormituksen, nopeuden, voitelun ja ympäristöolosuhteiden perusteella. Heillä on kokemusta voiteluurien suunnittelusta, grafiittitulppien asettamisesta ja liukuvien sovellusten mittavaatimuksista. He ymmärtävät myös, miksi liukureiän pinnan viimeistely on määritelty eri tavalla kuin rakenteellisen porauksen - ei vain numerona piirustuksessa, vaan sen johdonmukaiseen saavuttamiseen vaadittavan koneistusprosessin kannalta.
Kun arvioit toimittajia räätälöityä pronssiliukuosatilausta varten, kysy erityisesti heidän kokemuksistaan vastaavista sovelluksista, pyydä esimerkkejä heidän valmistamistaan vertailukelpoisista osista ja kysy, voivatko he toimittaa materiaalitestitodistukset tilauksessasi käytetystä tietystä materiaalierästä. Toimittajat, jotka voivat puuttua näihin kysymyksiin sisällöllisesti – sen sijaan, että vain esittäisivät hintaa piirustuksesta –, valmistavat todennäköisimmin valmiin osan, joka toimii sovelluksen vaatimalla tavalla sen sijaan, että se vastaisi piirustuksen mittoja.

Kuparilejeeringistä valmistettu kaareva liukusäädin on valmistettu korkean suorituskyvyn tinapron...

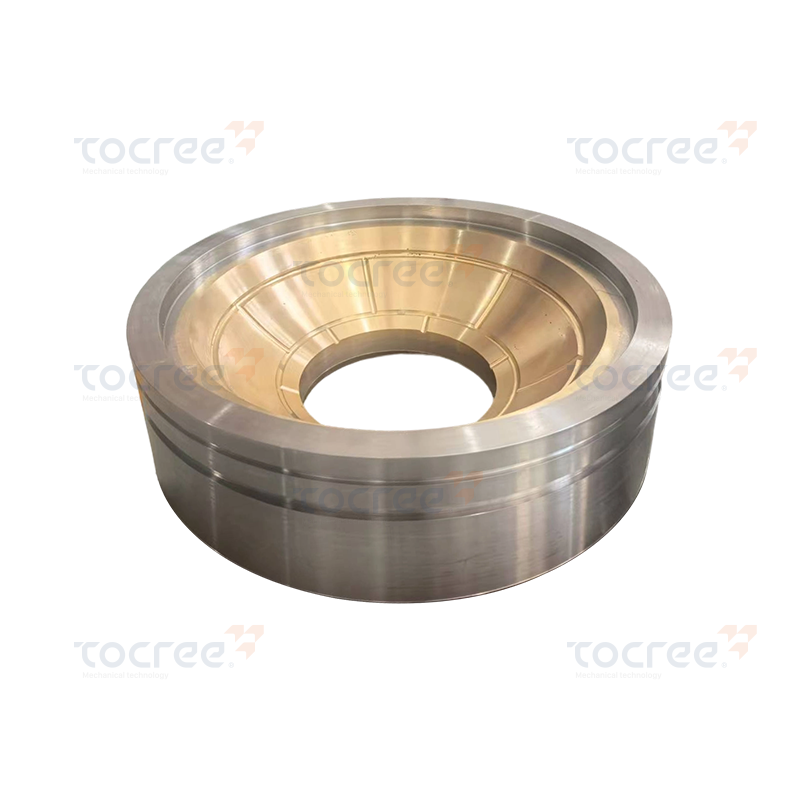
Tämä kuparipohjainen erikoismuotoinen liukusäädin on suunniteltu erityisesti korkean suorituskyvy...

Kiinteät itsevoitelevat kuparirenkaat ovat korkean suorituskyvyn komponentteja, jotka on valmiste...

Tämä korkean suorituskyvyn messinkinen yksilaippainen holkki on suunniteltu erityisesti suurille ...
Pronssiteräs pallomainen holkki on valmistettu 42CrM04 seosteräksestä ja erittäin lujasta messing...
Tekijänoikeus © 2025 Jiashan Tocree Machinery Co., Ltd. Kaikki oikeudet pidätetään.
Räätälöidyt kuparilejeerinkien koneiden osat
