Kaikkiin asiakkaiden kysymyksiin ja palautteisiin vastaamme kärsivällisesti ja huolellisesti.
Tämä kupariholkki on valmistettu tarkasti laadukkaasta tinapronssista pohjamateriaalina. Sillä on...
Kun ihmiset puhuvat alumiiniseosterästä mekaaniset osat , ne viittaavat yleensä tarkkuuskoneistettuihin komponentteihin, jotka on valmistettu joko alumiiniseoksista, seosteräksistä tai molempien yhdistelmästä samassa kokoonpanossa. Nämä osat ovat nykyaikaisten mekaanisten järjestelmien selkäranka – niitä löytyy kaikesta autojen voimansiirroista ja ilmailun rungoista teollisuuskoneisiin, robotiikkaan ja kulutuselektroniikkaan. Termi kattaa laajan joukon komponentteja, mukaan lukien kannakkeet, kotelot, akselit, hammaspyörät, laipat, kiinnikkeet ja rakennekehykset, jotka kaikki on valmistettu teknisistä metalliseoksista, jotka on valittu niiden erityisten mekaanisten ominaisuuksien perusteella.
Alumiinilejeeringit ovat metallimateriaaleja, joissa alumiini on ensisijainen alkuaine yhdistettynä kuparin, magnesiumin, piin, sinkin tai mangaanin kanssa lujuuden, kovuuden tai korroosionkestävyyden parantamiseksi. Seosteräkset puolestaan ovat rautapohjaisia materiaaleja, joihin on tarkoituksellisesti lisätty kromia, nikkeliä, molybdeeniä tai vanadiinia sitkeyden, kulutuskestävyyden tai karkaisun parantamiseksi enemmän kuin hiiliteräs voi yksin tarjota. Jokaisen onnistuneen suunnittelu- tai hankintapäätöksen lähtökohtana on sen ymmärtäminen, mikä materiaali mihinkin mekaanisen kokoonpanon osaan kuuluu.
Valinta alumiiniseoksen ja seosteräksen välillä mekaaniseksi osaksi ei ole vain vahvemman materiaalin valitsemista. Se edellyttää painon, lujuuden, työstettävyyden, kustannusten ja käyttöympäristön erityisvaatimusten tasapainottamista. Nämä kaksi materiaaliperhettä eroavat toisistaan merkittävästi jokaisessa näistä ulottuvuuksista.
| Omaisuus | Alumiiniseos | Seosteräs |
| Tiheys | ~2,7 g/cm³ (kevyt) | ~7,8 g/cm³ (raskas) |
| Vetolujuus | 200-700 MPa | 500-1900 MPa |
| Korroosionkestävyys | Erinomainen (luonnollinen oksidikerros) | Keskitaso (vaatii pinnoituksen) |
| Koneistettavuus | Erittäin helppo, nopea leikkausnopeus | Kohtalaista vaikeaan |
| Lämmönjohtavuus | Korkea (~160 W/m·K) | Matala (~30–50 W/m·K) |
| Kulutuskestävyys | Alempi (voidaan parantaa anodisoimalla) | Korkeat (erityisesti karkaistut arvot) |
| Suhteellinen hinta | Korkeammat raaka-ainekustannukset | Yleensä pienempi per kg |
Käytännössä alumiiniseososat hallitsevat kaikkialla, missä painonsäästö on etusijalla – ilmailurakenteissa, autojen jousituskomponenteissa, polkupyörän rungoissa ja kannettavien laitteiden koteloissa. Seosteräsosat ottavat valtaansa siellä, missä korkea kantavuus, väsymislujuus tai pinnan kovuus ovat kiistattomia – vaihteistot, kampiakselit, raskaat kiinnittimet ja leikkuutyökalut ovat klassisia esimerkkejä.
Kaikki alumiiniseokset ja seosteräkset eivät ole samanarvoisia. Jokaisessa perheessä muotoillaan erityislaatuja tiettyjä mekaanisia rooleja varten, ja väärän laadun määrittäminen on yksi yleisimmistä ja kalleimmista virheistä osien hankinnassa.
Alumiiniseosten ja seosterästen työstökäyttäytyminen on pohjimmiltaan erilaista, ja tämän aukon ymmärtäminen auttaa sekä osia suunnittelevia insinöörejä että tarjouksia arvioivia ostajia. Koneistuskustannukset, läpimenoajat ja saavutettavissa olevat toleranssit riippuvat kaikki voimakkaasti kyseessä olevasta materiaalista.
Alumiini on yksi parhaiten työstettävistä metalleista. Alumiiniseosten CNC-jyrsintä ja sorvaus voivat toimia 3–5 kertaa terästä nopeammalla lastuamisnopeuksilla, mikä vähentää merkittävästi työkiertoaikoja ja työkalujen kulumista. Sekä kovametalli- että pikaterästyökalut (HSS) toimivat hyvin. Alumiinin työstössä suurimmat haasteet ovat muodostunut reuna (BUE) – jossa pehmeä alumiini tarttuu leikkuutyökaluun – ja materiaalin taipumus tuottaa pitkiä, sitkeitä lastuja, jotka voivat sotkeutua koneeseen. Korkean kallistuskulman työkalut, kiillotetut urat ja riittävä jäähdytysnesteen virtaus ovat vakioratkaisuja. Tiukat toleranssit ±0,01 mm asti ovat rutiininomaisesti saavutettavissa hyvin huolletuilla CNC-laitteilla.
Seosteräkset ovat huomattavasti vaikeampia työstää, erityisesti lämpökäsitellyissä tai karkaistuissa olosuhteissa. Leikkausnopeuksia on vähennettävä, kovametallityökalut ovat olennaisesti pakollisia tuotantomäärissä ja työkalujen käyttöikä on huomattavasti lyhyempi kuin alumiinilla. Kovemmat teräslajit, kuten D2-työkaluteräs, vaativat usein hiontaa tai EDM:ää (sähköpurkauskoneistusta) perinteisen leikkauksen sijaan. Kääntöpuolena on, että seosteräs pitää tiukemmat toleranssit ennustettavammin leikkausvoimissa kuin alumiini, ja valmiit pinnat ovat vähemmän alttiita purseutumaan terävissä reunoissa. Suurten teräsosien osalta leikkausparametrien, työkalun geometrian ja jäähdytysnestestrategian optimointi on välttämätöntä, jotta osakohtaiset kustannukset pysyvät hallinnassa.

Raakakoneistettuja alumiiniseoksia ja teräsosia käytetään harvoin ilman jonkinlaista pintakäsittelyä. Oikealla käsittelyllä voidaan dramaattisesti pidentää käyttöikää, parantaa korroosionkestävyyttä, vähentää kitkaa ja parantaa ulkonäköä – kaikki muuttamatta osan ydingeometriaa.
Jopa parhaiten määritellyt ja parhaiten valmistetut alumiiniseoksen ja seosteräksen mekaaniset osat kuluvat, syöpyvät tai väsyvät, jos niitä ei huolleta kunnolla. Strukturoitu huoltotapa pidentää käyttöikää, vähentää odottamattomia seisokkeja ja varoittaa varhaisessa vaiheessa uhkaavasta viasta.
Tarkista säännöllisesti kantavat ja kulumiselle alttiit osat näkyvien vaurioiden varalta: pinnan pistesyöpyminen tai valkoiset jauhemaiset kerrostumat alumiiniosissa osoittavat korroosiota; ruosteraitoja tai hilseilyä teräsosissa ilmoittaa pinnoitteen rikkoutumisesta. Kriittisten ominaisuuksien mittatarkistukset – akselin halkaisijat, reiän mitat, kierteiden kiinnityspituudet – tulee suorittaa aikataulun mukaisin väliajoin käyttämällä kalibroituja mittareita. Kaikki mittaukset, jotka jäävät alkuperäisen suunnittelutoleranssin ulkopuolelle, ovat korvaamisen perusteita, eivät vain havainnointia.
Liukuvat ja pyörivät seosteräsosat vaativat jatkuvaa voitelua liima- ja hankauskulumisen minimoimiseksi. Oikean voiteluaineen tyypin (rasva, öljy tai kuivakalvo) ja uudelleenvoiteluvälin tulee noudattaa OEM:n määrityksiä – väärän viskositeetin käyttö tai tiivistettyjen laakereiden ylirasvaus ovat molemmat yleisiä huoltovirheitä, jotka pikemminkin nopeuttavat kulumista kuin estävät sitä. Terästä vasten ajavien alumiiniosien galvaaninen ja tribologinen yhteensopivuus on otettava huomioon; alumiini-teräs-liukukoskettimet hyötyvät usein PTFE- tai molybdeenidisulfidi (MoS₂) -pohjaisista kuivakalvovoiteluaineista tavanomaisen öljyn sijaan.
Korkean syklin väsyminen on hiljainen vikatila sekä alumiiniseos- että seosteräsosissa, jotka altistetaan toistuvalle kuormitukselle. Halkeamat alkavat jännityskeskittymissä – reiät, kiilaurat, terävät kulmat, pinnan naarmut – ja etenevät jokaisella kuormitusjaksolla, kunnes tapahtuu äkillinen murtuminen. Rikkomattomat testausmenetelmät (NDT), mukaan lukien väriaineen tunkeutumisen tarkastus (DPI) alumiinille ja magneettisten hiukkasten tarkastus (MPI) teräkselle, voivat havaita pinnan halkeamat ennen kuin ne saavuttavat kriittisen pituuden. Ilmailu-, auto- tai raskaiden koneiden turvallisuuden kannalta kriittisten osien osalta NDT tulisi sisällyttää suunniteltuihin huoltotoimenpiteisiin komponentin väsymisikäanalyysin määrittelemin väliajoin.
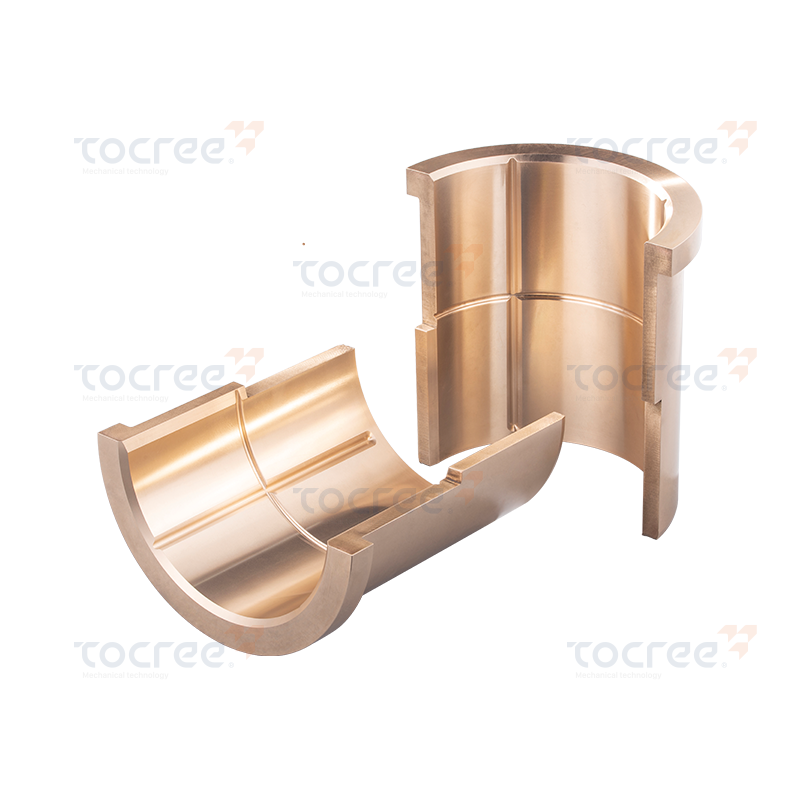
Tämä kupariholkki on valmistettu tarkasti laadukkaasta tinapronssista pohjamateriaalina. Sillä on...
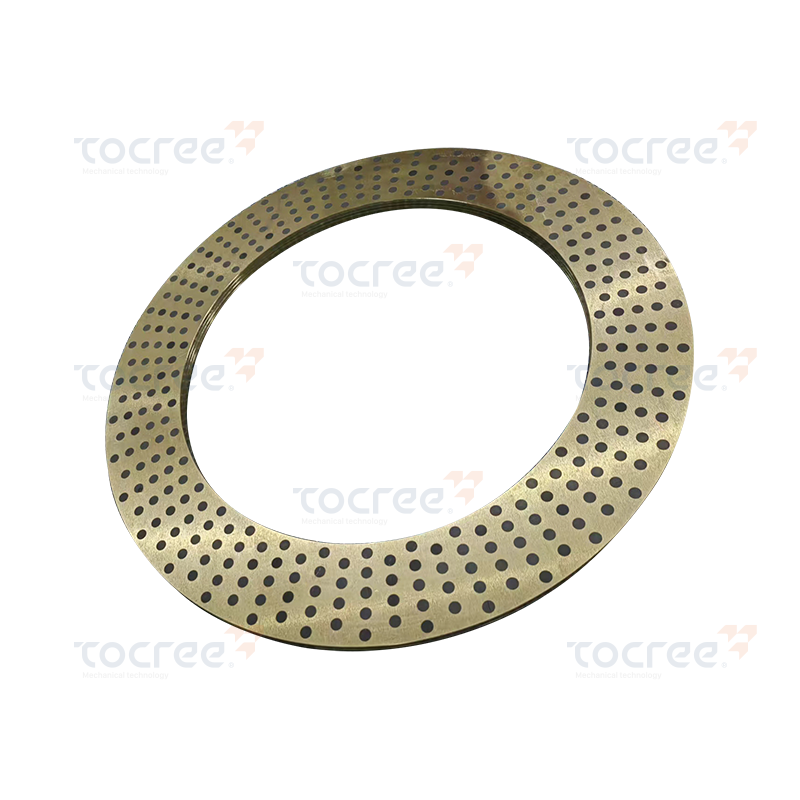
Kiinteät itsevoitelevat kuparirenkaat ovat korkean suorituskyvyn komponentteja, jotka on valmiste...

Kaksilaippainen messinkiholkki on korkean suorituskyvyn metalliholkki, jota käytetään laajalti me...

Kupariseosturbiinit ovat välttämättömiä komponentteja nykyaikaisissa mekaanisissa ja energiajärje...

Kuparilejeeringistä valmistettu kaareva liukusäädin on valmistettu korkean suorituskyvyn tinapron...
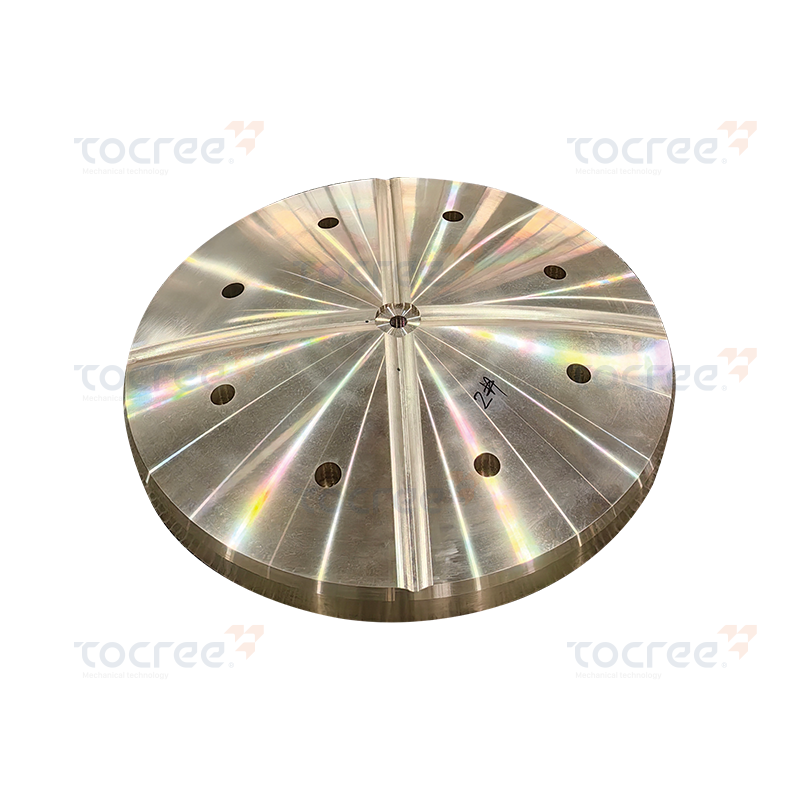
Kuparipohjainen pallomainen työntölevy on korkean suorituskyvyn kupariseoskomponentti, joka on va...
Tekijänoikeus © 2025 Jiashan Tocree Machinery Co., Ltd. Kaikki oikeudet pidätetään.
Räätälöidyt kuparilejeerinkien koneiden osat
