Kaikkiin asiakkaiden kysymyksiin ja palautteisiin vastaamme kärsivällisesti ja huolellisesti.
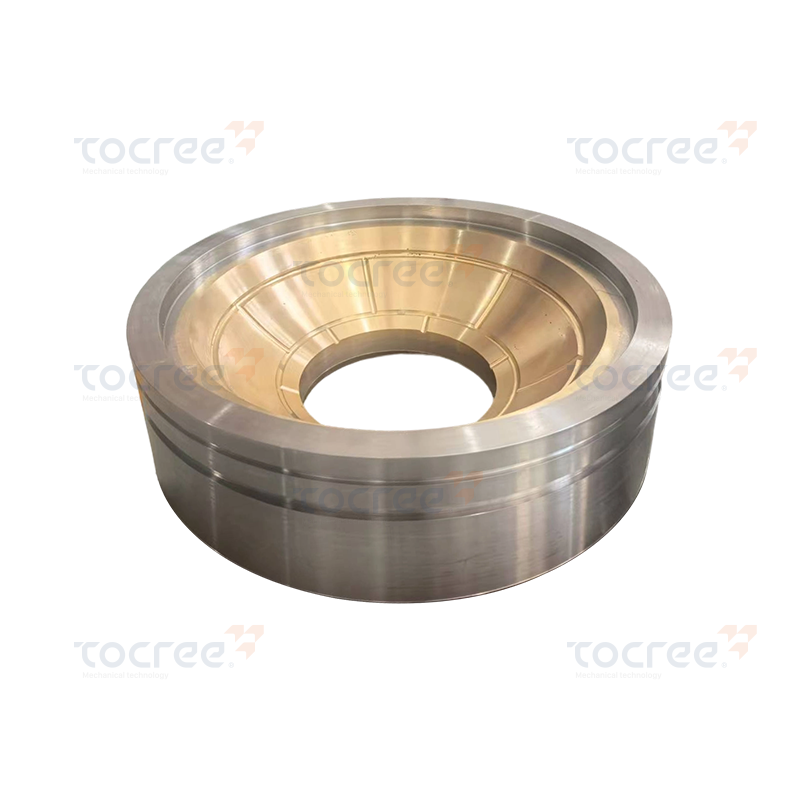
Kuparipohjainen pallomainen työntölevy on korkean suorituskyvyn kupariseoskomponentti, joka on va...
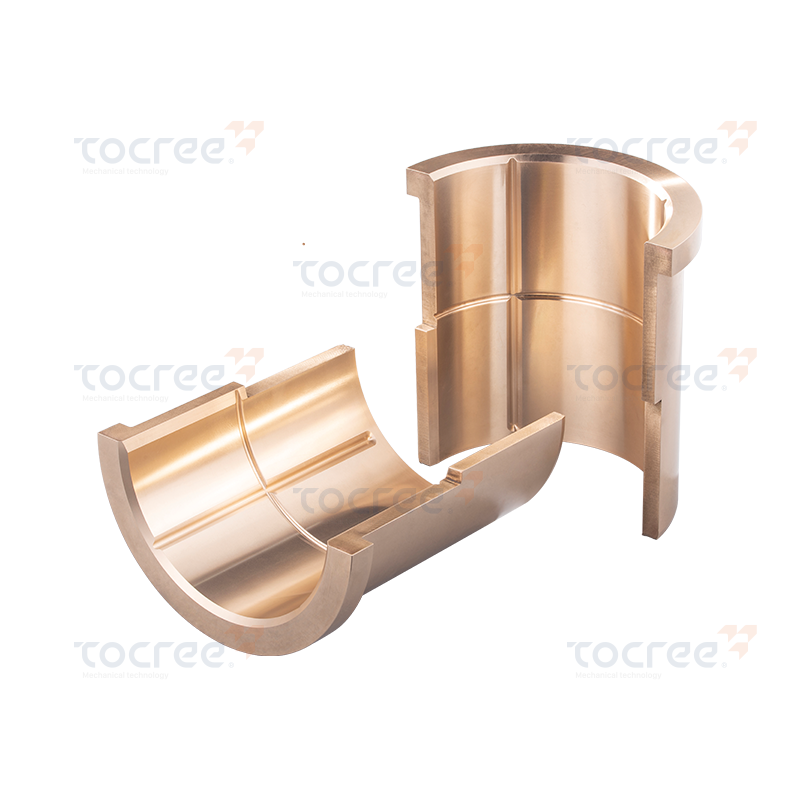
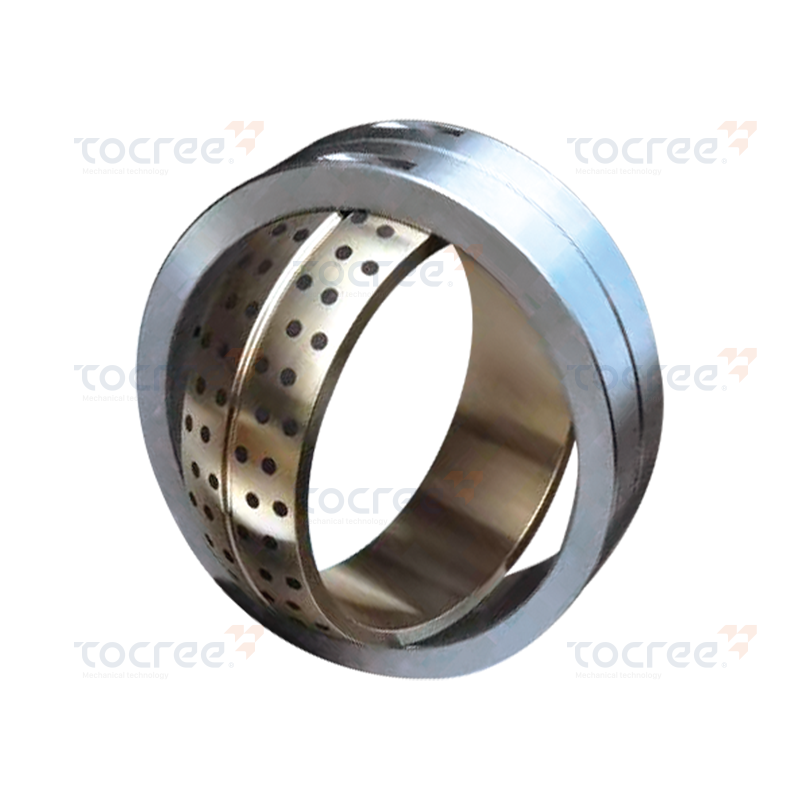
Alumiininen pronssiholkki, jota kutsutaan myös alumiinipronssiholkkilaakeriksi tai alumiinipronssiliukulaakeriksi, on kupari-alumiiniseoksia valmistettu lieriömäinen liukulaakerikomponentti, joka sisältää tyypillisesti 8–12 % alumiinia sekä pieniä määriä rautaa, nikkeliä tai mangaania. Nämä laakerit puristetaan tai koneistetaan koteloihin muodostamaan pienikitkainen, kulutusta kestävä rajapinta pyörivien tai liukuvien akselien ja niiden tukirakenteiden välille.
Toisin kuin vierintälaakerit, alumiinipronssiholkit käyttävät ohutta voiteluainekalvoa – tai grafiitilla upotettujen varianttien tapauksessa kiinteää voiteluainetta – vähentämään kitkaa yhteenliittyvien pintojen välillä. Niiden tiheä, hienorakeinen mikrorakenne antaa niille ylivoimaisen mekaanisen lujuuden verrattuna tinapronssi- tai messinkivaihtoehtoihin, mikä tekee niistä suositellun vaihtoehdon raskaan teollisuuden, merenkulkutekniikan ja rakennuslaitteiden suurikuormittaisissa ja keskinopeissa sovelluksissa.
Alumiinipronssilaakerit eivät ole yksittäinen materiaali – ne kattavat kuparipohjaisten metalliseosten perheen, jotka on standardoitu sellaisilla nimityksillä kuin CuAl10Fe3, CuAl10Ni5Fe4 ja C95400/C95500 (ASTM). Jokainen laatu on suunniteltu tasapainottamaan kovuutta, korroosionkestävyyttä ja työstettävyyttä tietyissä käyttöolosuhteissa.
| Seoslaatu | Al % | Fe / Ni % | Vetolujuus (MPa) | Kovuus (HB) | Tyypillinen käyttö |
| C95400 (CuAl10Fe3) | 10-11.5 | 3–5 Fe | 620 | 170-210 | Yleiset teollisuusholkit |
| C95500 (CuAl10Ni5Fe4) | 10-11.5 | 4–5 Fe, 4–5,5 Ni | 760 | 200-240 | Meri-, offshore-, raskaat koneet |
| CuAl8Fe3 (alempi Al) | 7–9 | 2–4 Fe | 500 | 120-160 | Kevyemmät liukulaakerit |
| Grafiittiin upotettu Al Bronze | 9–11 | Vaihtelee | 550-700 | 160-200 | Itsevoitelevat sovellukset |
Nikkelilisäykset laatuluokissa, kuten C95500, parantavat merkittävästi korroosionkestävyyttä merivedessä ja happamissa ympäristöissä, kun taas rauta jalostaa raerakennetta ja parantaa kulutuskestävyyttä. Oikean laadun valinta alusta alkaen estää ennenaikaisen laakerin rikkoutumisen ja vähentää huoltokustannuksia koneen käyttöiän aikana.
Alumiininen pronssigrafiittiholkki on erikoisversio, jossa sylinterimäiset tai timantin muotoiset erittäin puhtaan grafiitin tulpat - joskus yhdistettynä molybdeenidisulfidiin (MoS₂) - puristetaan tarkasti koneistettuihin reikiin, jotka on jaettu laakerin pinnalle. Kun akseli pyörii tai liikkuu edestakaisin, se leikkaa mikroohuita grafiittikerroksia näistä tulpista, jolloin muodostuu jatkuva kuiva voiteluainekalvo sekä porauksen pinnalle että akselille.
Monissa vaativissa ympäristöissä perinteinen öljy- tai rasvavoitelu on epäkäytännöllistä tai riittämätöntä. Grafiittitäytteiset alumiinipronssilaakerit ovat tekninen vastaus useisiin todellisiin rajoituksiin:
Grafiittitulppien kuvio, koko ja syvyys on suunniteltu laakerin PV (paine × nopeus) -arvon perusteella. Korkeampi PV-luokitus vaatii suuremman grafiitin peiton – tyypillisesti 20–30 % laakerin reiän pinnasta. Tulppien halkaisijat vaihtelevat yleensä 6 mm:n ja 12 mm:n välillä, ja ne asennetaan pienellä häiriösovituksella, jotta ne pysyvät pysyvästi ankkuroituina huollon aikana. Joissakin premium-malleissa käytetään kalanruoto- tai helix-järjestelyä varmistaakseen voitelukalvon täydellisen jakautumisen koko akselin pituudella.
Alumiinipronssisten liukulaakereiden ominaisuusprofiilin ymmärtäminen auttaa insinöörejä tekemään tarkkoja ennusteita käyttöiästä ja valitsemaan sopivat turvamarginaalit suunnittelulaskelmissa.
| Omaisuus | Tyypillinen arvo (C95400–C95500) |
| Tiheys | 7,45–7,65 g/cm³ |
| Vetolujuus | 620-760 MPa |
| Tuottovoima | 250-380 MPa |
| Kovuus | 170-240 HB |
| Suurin staattinen kuormitus (MPa) | Jopa 80 MPa (grafiittityyppi: 60 MPa) |
| Max käyttölämpötila | 250°C (grafiittityyppi: jopa 400°C) |
| Lämmönjohtavuus | ~50 W/m·K |
| Kitkakerroin (kuiva, grafiitti) | 0,08–0,20 |
| Korroosionkestävyys | Erinomainen meriveteen, happoihin, emäksiin |
Alumiinipronssin suhteellisen korkea lämmönjohtavuus on merkittävä etu liukulaakerointisovelluksissa: tribologisessa rajapinnassa syntyvä lämpö johdetaan tehokkaasti pois holkin rungon läpi koteloon, mikä estää lämmön karkaamisen, joka voi aiheuttaa naarmuja tai takertumista teräsakseleissa.
Alumiinipronssiholkkeja ja holkkilaakereita voidaan valmistaa useilla reiteillä koosta, määrästä ja suorituskykyvaatimuksista riippuen:
Yleisin menetelmä sylinterimäisten holkkien valmistamiseksi. Sula alumiinipronssi kaadetaan nopeasti pyörivään muottiin, ja keskipakovoima ajaa tiheämpää materiaalia ulospäin, jolloin muodostuu lähes verkon muotoinen putki, jossa on tiivis, huokoinen ulkoseinä, joka on ihanteellinen puristusasennuskoteloon. Tämän jälkeen sisäporaus viimeistellään tiukoilla toleransseilla (yleensä H7/h6 tai H8/f7 sovitusparit).
Käytetään suuriin, monimutkaisiin geometrisiin holkkeihin, laipallisiin holkkeihin tai pienikokoisiin mukautettuihin osiin. Hiekkavalu mahdollistaa paksuseinämäiset osat ja integroidut laipat, kun taas investointivalulla saavutetaan tiukempi mittatarkkuus lähes verkon muotoisissa profiileissa, mikä vähentää koneistusvaraa. Huokoisuus on suurempi huolenaihe näissä menetelmissä; Valonjälkeinen tarkastus ultraääni- tai väriainetestauksella on vakiokäytäntö kriittisissä sovelluksissa.

Jatkuvasti valettu alumiinipronssitanko tai -putki tarjoaa erittäin tasaiset mekaaniset ominaisuudet koko poikkileikkauksella. Tämä on suositeltu raaka-aine CNC-koneistettujen holkkien valmistukseen keskisuurissa ja suurissa määrissä, ja se tarjoaa erinomaisen mittojen toistettavuuden ja materiaalin yhtenäisyyden erästä toiseen.
Sovelluksissa, joissa vaaditaan suurinta mekaanista lujuutta – kuten raskaat hydraulisylinterien tankojen ohjaimet tai puristussovitetut tapit – kuumataottu alumiinipronssi saavuttaa erinomaisen vetolujuuden ja iskunkestävyyden työstämällä mikrorakennetta. Taotut aihiot CNC-koneistetaan lopullisiin mittoihin ja täytetään tarvittaessa grafiittitulpalla.
Korkean kantavuuden, korroosionkestävyyden ja voitelun monipuolisuuden yhdistelmä tekee alumiinipronssiholkeista ja holkkilaakereista vakioratkaisun useilla aloilla:
Oikean laakerin valinta edellyttää useiden toisistaan riippuvien parametrien arviointia. Tämän vaiheen kiirehtiminen johtaa alimitoitettuihin laakereihin, kiihtyvään kulumiseen tai katastrofaaliseen vikaan. Käytä seuraavaa päätöksentekokehystä:
PV-arvo (laakerin paine P MPa:na kerrottuna liukunopeudella V m/s) on minkä tahansa liukulaakerin ensisijainen suunnitteluparametri. Alumiinipronssiholkkien enimmäisPV-arvot ovat tyypillisesti 0,5–2,0 MPa·m/s kuiva-/grafiittivoitelussa ja 5–10 MPa·m/s jatkuvassa öljyvoitelussa. PV-rajan ylittäminen synnyttää ylimääräistä kitkalämpöä, joka nopeuttaa kulumista eksponentiaalisesti.
Jos rasvaa tai öljyä voidaan syöttää luotettavasti ja käyttölämpötila pysyy alle 150°C:ssa, normaali alumiinipronssiholkkilaakeri öljyuralla tai rasvanippalla on sopiva. Jos laakeri näkee lämpötilan yli 200 °C, altistumista vedelle tai kemikaaleille, vaikeapääsyisiä paikkoja tai erittäin hidasta värähtelevää liikettä, määritä grafiittitulppa alumiinipronssiholkki. Varmista aina grafiittitulpan peitto (%) toimittajalta lasketun PV-arvon perusteella.
Alumiinipronssiholkit puristetaan normaalisti koteloon häiriösovituksella (H7/p6 on yleinen), jolloin poraus sulkeutuu hieman. Määritä aina valmis reiän halkaisija puristuksen jälkeen - ei vapaatilareikää. Akselin pinnan viimeistelyn tulee olla Ra 0,4–0,8 µm öljyvoideltuissa laakereissa ja Ra 0,8–1,6 µm grafiittivoideltuissa versioissa. Kovemmat akselimateriaalit (vähintään 45 HRC raskaasti kuormitettuihin sovelluksiin) vähentävät kulumista merkittävästi.
Yleisiin teollisiin sovelluksiin puhtaissa tai lievästi syövyttävissä ympäristöissä C95400 (CuAl10Fe3) on kustannustehokas ja laajalti saatavilla. Määritä meri-, offshore- tai kemiallisesti aggressiivisissa ympäristöissä C95500 (CuAl10Ni5Fe4) sen erinomaisen korroosionkestävyyden vuoksi. Sovelluksissa, joissa on samanaikaisesti suuri kuormitus ja korkea lämpötila, harkitse lämpökäsiteltyä tai taottua C95500:aa grafiittitulpilla optimaalisen yhdistetyn suorituskyvyn saavuttamiseksi.
Jopa itsevoitelevat alumiinipronssigrafiittiholkit hyötyvät määräaikaistarkastuksesta. Kulumisen seuranta mahdollistaa kohdistusvirheiden, ylikuormituksen tai kontaminaatio-ongelmien varhaisen tunnistamisen, ennen kuin ne pahenevat akselivaurioiksi – mikä on aina kalliimpaa korjata kuin kuluneen holkin vaihtaminen.
Oikeissa käyttöolosuhteissa – asianmukainen PV-kuormitus, riittävä voitelu, oikea istuvuus ja yhteensopiva akselimateriaali – alumiinipronssiset liukulaakerit tarjoavat rutiininomaisesti 10 000–50 000 käyttötunnin. Grafiittiin upotetut versiot hyvin suunnitelluissa hitaiden nopeuksien kääntösovelluksissa voivat ylittää 20 vuoden huoltovapaan palvelun, mikä selittää niiden laajan käyttöönoton infrastruktuurissa ja raskaissa koneissa, joissa vuosikymmenten kokonaiskustannukset ovat ensisijainen suunnittelumittari.
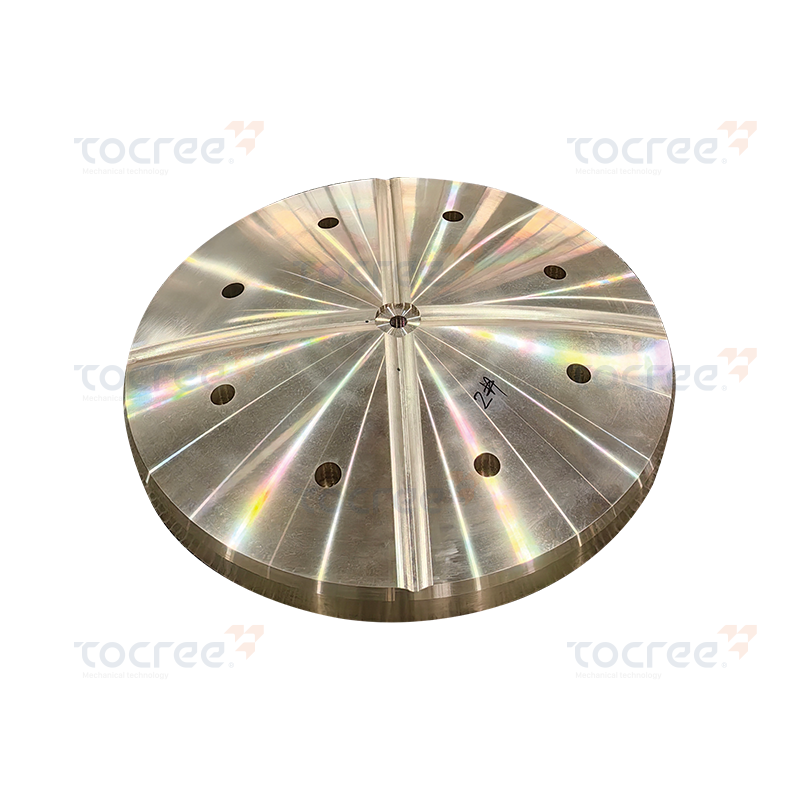
Kuparipohjainen pallomainen työntölevy on korkean suorituskyvyn kupariseoskomponentti, joka on va...
Tämä kupariholkki on valmistettu tarkasti laadukkaasta tinapronssista pohjamateriaalina. Sillä on...
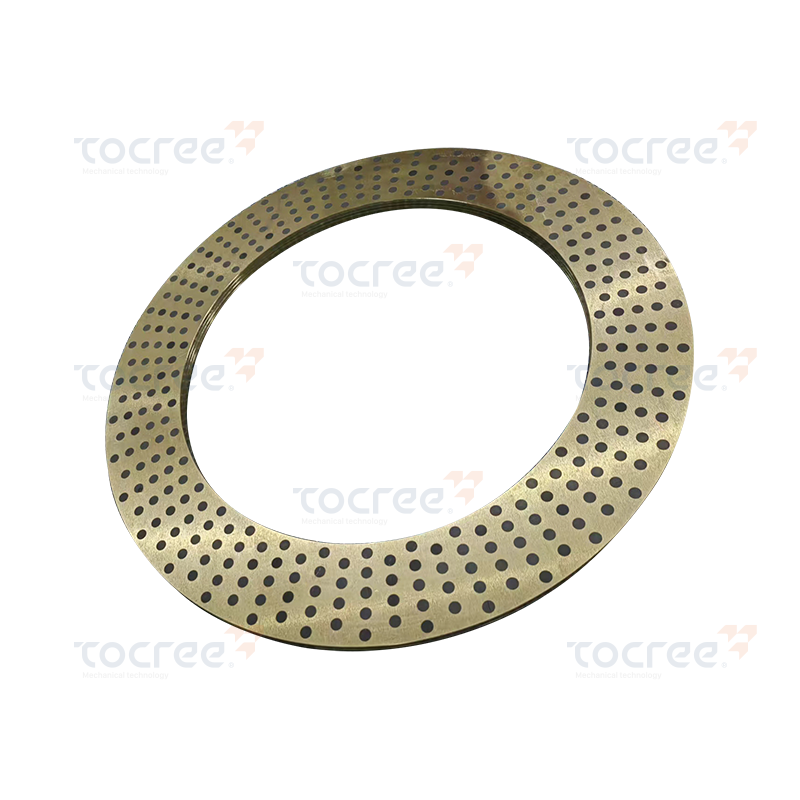
Kiinteät itsevoitelevat kuparirenkaat ovat korkean suorituskyvyn komponentteja, jotka on valmiste...
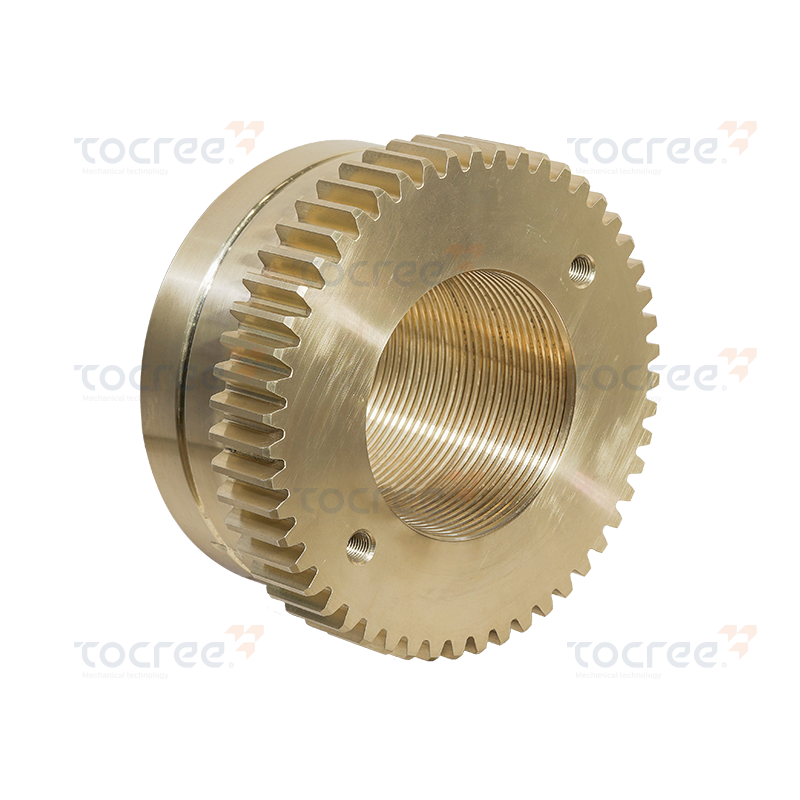
Tämä kuparipohjainen hammaspyörämutteri on erittäin suorituskykyinen komponentti. Se on tarkasti ...
Pronssiteräs pallomainen holkki on valmistettu 42CrM04 seosteräksestä ja erittäin lujasta messing...
Tämä bimetallinen itsevoiteleva pallomainen laakeri on suunniteltu korkeaa suorituskykyä ja kestä...
Tekijänoikeus © 2025 Jiashan Tocree Machinery Co., Ltd. Kaikki oikeudet pidätetään.
Räätälöidyt kuparilejeerinkien koneiden osat
