Kaikkiin asiakkaiden kysymyksiin ja palautteisiin vastaamme kärsivällisesti ja huolellisesti.
Kiinteät itsevoitelevat kuparirenkaat ovat korkean suorituskyvyn komponentteja, jotka on valmiste...
Öljytön akseliholkki – jota kutsutaan myös itsevoitelevaksi holkkilaakeriksi, öljyttömäksi holkkiksi tai kuivaksi akseliholkiksi – on sylinterimäinen laakerikomponentti, joka on suunniteltu tukemaan pyörivää tai värähtelevää akselia ilman ulkoista voitelua, kuten rasvaa, öljyä tai säännöllistä uudelleenrasvaamista. Holkki kiertyy akselitapin ympärille ja tarjoaa matalakitkaisen liukuvan rajapinnan akselin ja sen kotelon välille, ja se perustuu täysin kiinteisiin voiteluaineisiin, jotka on upotettu tai levitetty itse laakerimateriaaliin kitkan ja kulumisen hallitsemiseksi komponentin käyttöiän aikana.
Ongelma, jonka öljyttömät akseliholkit ratkaisevat, liittyy pohjimmiltaan huollon saatavuuteen, ympäristön saastumiseen ja toimintavarmuuteen. Perinteisessä öljyvoideltussa holkkilaakerissa kitkaa ja kulumista hallitaan jatkuvalla tai säännöllisellä öljyn tai rasvan syötöllä laakerin rajapintaan. Tämä toimii hyvin, kun laakereihin pääsee käsiksi rutiinivoitelua varten, kun käyttöympäristö on puhdas ja leuto ja kun ympäröivän laitteen tai tuotteen öljylikaantuminen ei ole huolenaihe. Mutta monet todelliset sovellukset epäonnistuvat yhdessä tai useammassa näistä ehdoista: elintarviketeollisuuden laitteiden laakereita ei voida rasvata öljyvoiteluaineilla; laakerit syvällä suurten konerakenteiden sisällä ovat saavuttamattomissa säännöllistä rasvaa varten; pölyisissä kaivosympäristöissä olevien laakereiden öljykalvo on saastunut muutaman päivän kuluessa levityksestä; laakerit korkean lämpötilan uunikuljettimissa toimivat yli minkä tahansa käytännöllisen voiteluöljyn hajoamislämpötilan.
Oikein määritelty öljytön akseliholkki poistaa kaikki nämä rajoitukset. Se tarjoaa tavanomaisen holkkilaakerin kantavan ja akselin paikannustoiminnon ilman ulkoista voitelusyöttöä komponentin koko käyttöiän ajan – tyypillisesti 5 000 - 50 000 käyttötuntia riippuen materiaalista, kuormituksesta, nopeudesta ja ympäristöstä. Laitesuunnittelijoille tämä tarkoittaa yksinkertaisempia voitelujärjestelmiä, alhaisempia ylläpitotyökustannuksia ja mahdollisuutta asentaa laakereita paikkoihin, joita ei ole käytännöllinen voidella. Loppukäyttäjille se tarkoittaa lyhennettyä seisonta-aikaa, eliminoituja voiteluaineiden hankinta- ja jätehuoltokustannuksia sekä parempaa tuotteiden puhtautta herkissä sovelluksissa.
Öljyttömän akseliholkin kyky toimia ilman ulkoista voitelua ei ole pelkästään vähäkitkaisen materiaalin käyttäminen – se riippuu tietystä tribologisesta mekanismista, jonka avulla laakeripinta aktiivisesti muodostaa ja täydentää voitelukalvon käytön aikana.
Itsevoitelevien holkkilaakereiden tärkein mekanismi on siirtokalvon muodostuminen liitosakselin pinnalle. Kun akseli pyörii laakerin reikää vasten, mikroskooppiset määrät kiinteää voiteluainetta – tyypillisesti PTFE:tä (polytetrafluorieteeni), grafiittia, molybdeenidisulfidia (MoS₂) tai niiden yhdistelmiä – vapautuvat laakerin materiaalista ja kiinnittyvät akselin pintaan ohuena jatkuvana pinnoitteena, jonka paksuus on tyypillisesti 1–5 µm. Kun tämä siirtokalvo on muodostunut (yleensä muutaman ensimmäisen käyttötunnin aikana, jota kutsutaan "sisäänajojaksoksi"), kosketus on tehokkaasti kahden voidellun pinnan – akselin siirtokalvon ja laakerin reiässä olevan kiinteän voiteluaineen – välillä eikä paljaan metallin ja laakerimateriaalin välillä. Tämä vähentää dramaattisesti kitkakerrointa (tyypillisesti arvoon 0,03–0,15 materiaalista ja olosuhteista riippuen) ja kulumisnopeutta laakerin loppuelämän ajaksi.
Erilaiset öljyttömät holkkilaakerimallit vapauttavat kiinteän voiteluaineensa eri mekanismien kautta. Sintratuissa metallilaakereissa (öljyllä kyllästetty sintrattu pronssi tai rauta) voiteluainetta vapautuu termisesti - huokoinen metallimatriisi laajenee hieman kitkalämmön vaikutuksesta pumppaen varastoitua öljyä pintaan; Kun laakeri jäähtyy levossa, öljy imeytyy takaisin sisään kapillaaritoiminnalla. PTFE-vuoratuissa komposiittilaakereissa PTFE:n alhainen pintaenergia saa sen luonnollisesti tahrautumaan akselin pinnalle kosketuspaineen alaisena. Grafiitilla suljetuissa pronssilaakereissa grafiittisisäkkeet puristetaan suoraan pronssimatriisin reikiin tai uriin, ja liukuva kosketus leikkaa asteittain irti mikroskooppisia grafiittihiukkasia, jotka muodostavat voitelukerroksen. Polymeerimatriisilaakereissa, jotka on täytetty PTFE:llä, grafiitilla tai MoS2:lla, täyteainehiukkaset jakautuvat tasaisesti kaikkialle materiaaliin ja ovat jatkuvasti esillä kulutuspinnalla laakerin ajaessa sisään.
Jokaisella itsevoitelevalla öljyttömällä akseliholkilla on rajallinen PV-arvo – laakeripaineen P (MPa tai psi) ja liukunopeuden V (m/s tai ft/min) tulo, jolla laakerimateriaali voi toimia ilman ylikuumenemista, liiallista kulumista tai takertumista. PV-raja on itsevoitelevien laakereiden suorituskyvyn perusraja, joka vastaa vierintälaakerin kuormitusta. Kun PV-arvo ylittyy, kitkalämmön muodostuminen rajapinnassa ylittää laakerimateriaalin kyvyn johtaa lämpöä pois, mikä aiheuttaa kiinteän voiteluaineen lämpöhajoamisen, kiihtyvän kulumisen ja lopulta laakerin vaurioitumisen. Suunnittelijoiden on laskettava sovelluksensa todellinen PV (P = säteittäinen kuorma / projektiopinta-ala; V = π × akselin halkaisija × RPM / 60 000) ja vahvistettava, että se on alle materiaalin nimellisen PV-rajan – tyypillisesti jatkuvan käytön turvakertoimella 2–3.
Itsevoitelevan akseliholkin suorituskyky määräytyy suurelta osin perusmateriaalin ja kiinteän voiteluaineen valinnan mukaan. Jokaisella materiaalityypillä on erityiset vahvuudet, rajoitukset ja parhaiten sopivat käyttöalueet. Tässä on yksityiskohtainen katsaus pääkategorioihin.
Grafiittitulpat pronssiset öljyttömät holkit - joita joskus kutsutaan "grafiittipronssiksi" tai "huoltovapaiksi pronssiksi" - koostuvat lyijytystä tai lyijyttömästä pronssista, jossa on sylinterimäiset grafiitti- tai grafiitti-MoS₂-yhdisteestä tehdyt tulpat, jotka on puristettu porattuihin reikiin, jotka joskus jakautuvat säännöllisesti päätyreiän poikki. Pronssilla on erinomainen kantokyky (käyttöpaineet jopa 60–80 MPa joissakin luokissa), korkea lämmönjohtavuus lämmön haihduttamiseksi ja hyvä mittapysyvyys. Grafiittitulpat osallistuvat itsevoitelevaan toimintaan, ja niiden osuus on tyypillisesti 20–35 % laakerin pinta-alasta. Nämä holkit toimivat luotettavasti jopa 400 °C:ssa (käytetään hiili-grafiittiyhdisteitä puhtaan grafiitin sijaan) ja sopivat hitaisiin tai kohtalaisiin liukunopeuksiin (jopa noin 2 m/s jatkuvasti). Ne ovat laajimmin määritelty öljytön holkkilaakerityyppi teollisuuskoneissa – kuljettimissa, puristimissa, nostureissa, ruiskuvalukoneissa ja yleisissä valmistuslaitteissa – koska niissä yhdistyvät suuri kuormituskyky, laaja lämpötila-alue ja kestävyys saastuneita ympäristöjä vastaan.
PTFE-vuoratut öljyttömät komposiittiholkit (tunnetaan yleisesti kauppanimillä, kuten DU® by Oiles, DP4® by SKF/Glacier tai vastaavat Igusin ja Permagliden tuotteet) koostuvat terästaustasta, huokoisesta pronssisesta välikerroksesta (yleensä sintrattu teräkseen) ja PTFE-liukukerroksen komposiitti.0–1 mm PTFE-lyijykuidusta.0 mm. paksu liimattu pronssiin. Terästausta pitää puristuskiinnityksen kotelon reiässä, pronssinen välikerros ankkuroi PTFE-kerroksen mekaanisesti ja PTFE-pintakerros tarjoaa poikkeuksellisen pienen kitkakertoimen (0,03–0,12 tyypillisillä kuormituksilla) ja erinomaisen kemiallisen kestävyyden. Tällä rakenteella saavutetaan optimaalinen tasapaino erittäin alhaisen kitkan, kompaktin poikkileikkauksen (seinämäpaksuus jopa 0,7–1,5 mm, mikä mahdollistaa käytön ahtaissa sovelluksissa), suuren kuormituskyvyn (jopa 250 MPa staattinen) ja hyvän lämmönjohtavuuden terässelän läpi. PTFE-komposiittiholkit ovat vakiovalinta autosovelluksiin (polkimen kääntölaakerit, istuinkiskoohjaimet, oven saranan nivelet), maatalouskoneisiin ja yleiseen koneenrakennukseen, joissa tarkkuuskoteloon tarvitaan ohut itsevoiteleva laakeri. Niiden ensisijainen rajoitus on kohtuullinen lämpötilakatto (jatkuva käyttö jopa 120-150 °C lyijyttömässä versiossa) ja herkkyys iskukuormille, jotka voivat irrottaa PTFE-kerroksen.
Sintratut pronssiholkkilaakerit valmistetaan puristamalla ja sintraamalla pronssijauhe huokoiseksi rakenteeksi, jonka tyhjätilavuus on 20–35 %, minkä jälkeen huokoset tyhjiöimpregnoidaan voiteluöljyllä (yleensä ISO VG 68–150 mineraali- tai synteettinen öljy). Huokoiseen matriisiin varastoitunut öljy vapautuu laakerin pinnalle terminen ja kapillaaritoiminnan vaikutuksesta käytön aikana ja imeytyy takaisin laakerin ollessa levossa – näin syntyy itsenäinen voitelusäiliö, joka tarjoaa tyypillisesti 20 000–50 000 tuntia huoltovapaata käyttöä kohtuullisilla kuormituksilla ja nopeuksilla. Sintrattu pronssi öljyttömät holkit ovat tehokkaimpia alhaisilla tai kohtalaisilla nopeuksilla (pintanopeudet alle 2 m/s), kevyessä tai kohtalaisessa kuormituksessa ja alle 80 °C lämpötiloissa (jonka yläpuolella varastoitu öljy hajoaa tai poistuu liian nopeasti). Ne ovat hallitseva laakerityyppi pienissä sähkömoottoreissa, kodinkoneissa, pumpuissa, puhaltimissa, toimistolaitteissa ja sähkötyökaluissa – sovelluksissa, joille on ominaista jatkuva hidas pyörimisnopeus, jossa itsetäyttyvä öljykalvo säilyttää erinomaisen suorituskyvyn erittäin alhaisin kustannuksin. Ne soveltuvat vähemmän korkean lämpötilan, suuren kuormituksen tai värähtelevän liikkeen sovelluksiin.
Polymeeripohjaiset öljyttömät holkkilaakerit valmistetaan teknisistä kestomuoveista - asetaalista (POM), nailonista (PA66), UHMW-PE:stä, PEEK:stä tai PTFE:stä - usein kiinteitä voiteluaineita (grafiitti, MoS₂, hiilikuitu, PTFE) sekoitettuna matriisiin. Nämä laakerit ovat erittäin kevyitä, täysin korroosionkestäviä, sähköä johtamattomia, kestäviä monenlaisia kemikaaleja vastaan ja soveltuvat elintarvikekosketukseen (FDA/EC 1935/2004-yhteensopivia laatuja saatavilla). Niiden ensisijaisia kompromisseja ovat pienempi kantavuus kuin metallipohjaisissa vaihtoehdoissa, merkittävä lämpölaajenemiskerroin (vaatii suuremman halkaisijavälin, jotta vältytään tarttumasta korkeissa lämpötiloissa) ja kosteuden imeytyminen polyamidilaaduissa, jotka voivat vaikuttaa mittoihin ja välykseen. Johtavia polymeeriholkkilaakereiden toimittajia ovat Igus (iglide®-sarja), Trelleborg (Turcon®) ja Saint-Gobain (Eirglide®). Erityisesti Igus iglide -materiaaleja on testattu laajasti julkaistuilla kulumisnopeustiedoilla satojen materiaali-akseliyhdistelmien osalta, mikä tekee niistä käytännöllisiä määritettävissä monenlaisiin matalan ja keskisuuren kuormituksen sovelluksiin.
Hiili-grafiittiholkkilaakerit valmistetaan hiilen (tai grafiitin) ja erilaisten sideaineiden (hartsit, pihka, metallikyllästysaineet) seoksesta, jotka muovataan ja paistetaan korkeissa lämpötiloissa jäykän, huokoisen rakenteen, jolla on luontainen voitelukyky. Ne ovat valittu materiaali erittäin korkeiden lämpötilojen öljyttömiin holkkisovelluksiin – jatkuva käyttö jopa 500 °C:ssa on saavutettavissa metallilla kyllästetyillä hiili-grafiittilaaduilla, mikä ylittää minkään polymeerin tai tavanomaisen pronssilaakerin kyvyn. Hiili-grafiittiakselin holkkeja käytetään laajalti ruoanjalostusuuneissa, lasinvalmistuslaitteissa, höyryturbiinin apukomponenteissa, korkean lämpötilan kuljetinjärjestelmissä ja kuumanestepumpun laakereissa. Ne ovat hauraita (vetolujuus 30–80 MPa, paljon pienempi kuin pronssi), niillä on rajoitettu kantavuus metallilaakereihin verrattuna ja ne vaativat huolellista käsittelyä ja asennusta halkeilun välttämiseksi. Kuitenkin yli 250 °C:n lämpötiloissa, joissa mikään muu itsevoiteleva laakerimateriaali ei kestä, hiiligrafiitti on usein ainoa käyttökelpoinen vaihtoehto.
Oikean öljyttömän akseliholkkimateriaalin valitseminen tiettyyn käyttötarkoitukseen edellyttää useiden suorituskykyparametrien samanaikaista punnitsemista. Tämä vertailutaulukko tarjoaa vierekkäisen yleiskatsauksen tärkeimmistä materiaalityypeistä alustavassa valinnassa.
| Materiaalityyppi | Suurin kuormitus (MPa) | Max lämpötila (°C) | Suurin nopeus (m/s) | Korroosionkestävyys | Elintarviketurvallinen | Suhteellinen hinta |
| Grafiittitulppa pronssi | 60–80 | 400 | 2.0 | Kohtalainen | Ei (Pb-arvosanat) | Keskikokoinen |
| PTFE-komposiitti (DU-tyyppi) | 140-250 | 120–150 | 3.0 | Hyvä (teräksinen takaosa) | Mahdollinen (Pb-vapaa) | Matala – Keskitaso |
| Sintrattu pronssi (öljykyllästetty) | 20-40 | 80 | 2.0 | Kohtalainen | No | Matala |
| Tekninen polymeeri (iglide®) | 10-60 | 90–250 (PEEK) | 0,5–5,0 | Erinomainen | Kyllä (FDA-arvosanat) | Matala – Keskitaso |
| Hiili-grafiitti | 5-20 | 500 | 10-20 | Erinomainen | Kyllä | Keskikokoinen–High |
Itsevoitelevat holkkilaakerit ovat löytäneet tiensä käytännöllisesti katsoen jokaiselle pyöriviä koneita käyttäville teollisuudenaloille, mutta tietyt alat ovat niistä paljon enemmän riippuvaisia kuin toiset erityisten toimintavaatimusten vuoksi, jotka tekevät tavanomaisista voideltuista laakereista epäkäytännöllisiä.
Itsevoitelevan holkkilaakerin valinta edellyttää sovelluksen kuormituksen, nopeuden, lämpötilan, ympäristön ja mittarajoitusten systemaattista arviointia. Tämän valinnan kiirehtiminen – laakerin valitseminen vain koon tai kustannusten perusteella – on yleisin ennenaikaisten laakerien vikojen lähde huoltovapaissa laakerisovelluksissa.
Akselin holkin säteittäinen kuorma on laskettava kohdistetuista voimista, mukaan lukien painovoimakuormat, käyttövoimat ja dynaamiset tai iskukuormat. Laakerin paine P lasketaan kaavasta P = F / (d × L), missä F on radiaalinen kuorma newtoneina, d on akselin halkaisija millimetreinä ja L on laakerin pituus millimetreinä. Tuloksena olevan P:n N/mm² (MPa) on oltava alle materiaalin suurimman sallitun laakeripaineen käyttölämpötilassa. Iskukuormitetuissa sovelluksissa kerro staattinen kuorma iskukertoimella 1,5–3,0 ennen P:n laskemista. Laakerit, joiden L/d-suhde on 0,5–1,5, tarjoavat hyvän kuormituksen jakautumisen; yli 2,0 olevat suhteet voivat aiheuttaa reunakuormitusta holkin päissä, jos akselissa tai kotelossa on kohdistusvirheitä.
Pyörivän akselin sovelluksissa lasketaan pinnan liukunopeus muodossa V = (π × d × n) / 60 000, jossa d on akselin halkaisija millimetreinä ja n on pyörimisnopeus rpm, jolloin saadaan V m/s. Laske sitten PV = P × V ja vertaa materiaalin nimelliseen PV-rajaan (saatavilla valmistajan tietolehdistä). Useimpien grafiitti-pronssiholkkien PV-rajat ovat 0,1–0,5 MPa·m/s; PTFE-komposiitit 0,05–0,15 MPa·m/s; polymeerilaakerit vaihtelevat suuresti (0,05–0,5 MPa·m/s laadusta riippuen). Värähtelevissä sovelluksissa (nivelet, keinuvivut) liukunopeus lasketaan kaaren pituudesta jaksoa kohden ja taajuudesta jatkuvan kierrosluvun sijaan, mikä tyypillisesti johtaa paljon alhaisempiin V-arvoihin, jotka sallivat korkeammat sallitut paineet.
Tunnista suurin jatkuva käyttölämpötila ja mahdolliset laakerin kokemat huippulämpötilan poikkeamat. Sulje pois materiaalityypit, joiden suurin nimellislämpötila on tämän rajan alapuolella. Tunnista sitten ympäristön epäpuhtaudet – vesi, hapot, emäkset, liuottimet, ruoka, hankaava pöly – ja tarkista kemiallinen yhteensopivuus laakerimateriaalin kanssa. Huomaa, että monet polymeerilaakerimateriaalit ovat kemiallisia kestäviä, mutta niissä on erityisiä poikkeuksia (esim. asetaal-POM on vahvat hapot hyökkäävä; PEEK:llä on erinomainen kemiallinen kestävyys; PTFE kestää kemiallisesti käytännössä kaikkea paitsi fluoria ja sulaa alkalimetallia).
Akselin liitäntäpinnalla on merkittävä vaikutus itsevoitelevan holkkilaakerin kulumisikään ja kitkakertoimeen. Kovat, sileät akselipinnat minimoivat laakerien kulumista ja helpottavat siirtokalvon muodostumista. Suositeltu akselin kovuus öljyttömiin holkkisovelluksiin on HRC 30 vähintään grafiitti-pronssi- ja PTFE-komposiittilaakereille, ja HRC 45–60 on suositeltava pitkän käyttöiän vuoksi. Akselin pinnan viimeistelyn tulee olla Ra 0,4–0,8 µm (hiottu pintakäsittely) – tasaisemmat akselit (Ra alle 0,2 µm) voivat itse asiassa estää siirtokalvon tarttumista, kun taas karkeammat akselit (Ra yli 1,6 µm) aiheuttavat laakerin reiän hankaavaa kulumista. Ruostumattomasta teräksestä valmistetut akselit toimivat hyvin useimpien öljyttömien laakerityyppien kanssa; Karkaisemattomat teräsakselit kuluvat nopeammin, eikä niitä suositella vaativiin sovelluksiin. Pehmeiden akselimateriaalien (alumiini, pehmeä messinki, muovit) osalta kysy laakerin valmistajalta niiden materiaaliluokan akselin vähimmäiskovuusvaatimukset.
Oikea halkaisijavälys öljyttömän akseliholkin reiän ja akselitapin välillä on kriittinen suorituskyvyn kannalta. Liian pieni välys saa laakerin tarttumaan akseliin (jumittuminen käynnistyksen yhteydessä tai lämpölaajenemisen yhteydessä); Liian suuri välys sallii akselin liikkeen, mikä aiheuttaa iskukuormitusta, melua ja nopeaa kulumista sekä laakerissa että akselipinnassa.
Yleisenä ohjeena akselin ja öljyttömän holkin reiän välisen halkaisijan tulisi olla asennuksen jälkeen 0,001 × akselin halkaisija metallitaustaisille PTFE-komposiittilaakereille ja 0,002 × akselin halkaisija grafiitti-pronssi- ja sintratuille pronssilaakereille huoneenlämpötilassa. Polymeerilaakereissa tarvitaan tyypillisesti suurempia välyksiä (0,003–0,005 × akselin halkaisija), jotta lämpölaajenemiskerroin ja mahdollinen kosteuden turpoaminen voidaan ottaa huomioon. Halkaisijaltaan 25 mm:n akselilla tämä tarkoittaa noin 0,025 mm PTFE-komposiitilla, 0,05 mm grafiitti-pronssilla ja 0,075–0,125 mm polymeerityypeillä. Ota aina huomioon sekä akselin että holkin materiaalin lämpölaajeneminen maksimikäyttölämpötilassa, kun lasket pienintä kulkuväliä.
Öljyttömät holkkilaakerit asennetaan lähes aina häiriösovituksella kotelon reikään, jotta estetään holkin pyöriminen kotelossa (mikä aiheuttaisi hankausta ja nopeaa vikaa sekä kotelossa että holkin ulkohalkaisijassa). Useimpien holkkilaakerityyppien vakiokotelon toleranssi on H7, ja holkin ulkohalkaisija on valmistettu s6- tai r6-toleranssiin kevyestä keskikokoiseen puristussovitukseen. Terästaustaisten PTFE-komposiittiholkkien häiriöt ovat tyypillisesti 0,02–0,06 mm halkaisijaltaan 10–80 mm:n koteloissa. Alumiini- tai muovikoteloihin puristetuissa polymeeriholkeissa häiriöt on laskettava huolellisesti, koska kotelomateriaalin lämpölaajeneminen voi joko lisätä häiriötä (alumiinikoteloiden terästaustaisissa holkissa) tai vähentää sitä (polymeeriholkissa polymeerikoteloissa) käyttölämpötilassa – kumpi tahansa äärimmäinen voi aiheuttaa ongelmia.
Kun öljytön holkki puristetaan koteloon, kotelon reiän koko pienenee hieman holkin seinämän elastisen puristuksen ja rajapinnan plastisen muodonmuutoksen vuoksi. Tämä reiän pieneneminen - jota kutsutaan "puristussovituskorjaukseksi" - on mitattava ja otettava huomioon määritettäessä holkin reiän halkaisijaa. Ohutseinäisissä PTFE-komposiittiholkeissa (seinämäpaksuus 0,75–2,5 mm) reiän pieneneminen puristuksen jälkeen on tyypillisesti 0,01–0,04 mm seinämän paksuudesta ja häiriöistä riippuen. Valmistajat tarjoavat reiänkorjaustaulukot tietyille tuotteilleen – käytä näitä aina tarvittavan reiän halkaisijan laskemiseen sellaisenaan, jotta saavutetaan tavoiteajossa asennuksen jälkeen.
Jopa oikein määritetty itsevoiteleva holkkilaakeri rikkoutuu ennenaikaisesti, jos se asennetaan väärin. Nämä asennusohjeet koskevat kaikkia tärkeimpiä öljyttömiä holkkilaakerityyppejä, ja ne jätetään usein huomiotta kenttähuoltotilanteissa.
Yksi yleisimmistä kysymyksistä uuden mallin laakereita määritettäessä on, käytetäänkö itsevoitelevaa holkkilaakeria vai vierintälaakeria (kuulalaakeri, rullalaakeri). Molemmilla on lailliset roolit, ja valinnan tulee perustua erityisvaatimuksiin eikä tottumiseen tai saatavuuteen.
Kun öljytön akseliholkki rikkoutuu ennen odotettua käyttöikää – liiallisen kulumisen, jumiutumisen, kohinan tai mittojen muutoksen vuoksi – perimmäinen syy on lähes aina jäljitettävissä johonkin harvoista yleisistä valinnan, asennuksen tai käytön virheistä. Tässä on käytännön opas yleisimpien ongelmien diagnosointiin ja ratkaisemiseen.
Itsevoitelevan holkin nopea kuluminen johtuu yleisimmin todellisesta PV:stä, joka ylittää nimellisrajan (tarkista kuormitus, nopeus ja lämpötilalaskelmat uudelleen), akselin pinnan karheus on suositeltua suurempi (Ra yli 1,6 µm), akselin pinta liian pehmeä (alle suositeltavan kovuuden), hankaavasta kontaminaatiosta, joka aiheuttaa laakerin välyksen, tai riittämättömästä lämpövälystä johtuvasta kuormituksesta. Tutki kulunutta laakeripintaa luupin tai mikroskoopin alla: tasainen kuluminen ja tasainen, kiillotettu ulkonäkö on normaalia sisäänajoa; akselin akselin suuntaiset syvät urat osoittavat hankaavaa kontaminaatiota; ympärysmittaus osoittaa kohtauksen; höyhenen tai repeytyneen pinnan merkki iskun ylikuormituksesta.
Öljytön holkki, joka pyörii kotelossaan sen sijaan, että akseli pyörii holkissa, osoittaa riittämättömästä häiriösovituksesta – joko kotelon reikä on ylimitoitettu, holkin ulkohalkaisija on alimittainen tai häiriö on poistettu asennuksen aikana levitetyllä voiteluaineella. Tarkista kotelon reiän halkaisija ja vertaa holkin valmistajan ilmoittamaan kotelon toleranssiin. Jos reikä on toleranssin sisällä ja kääntymistä esiintyy edelleen, lisää häiriötä määrittämällä seuraavaksi tiukempi ulkohalkaisijan toleranssiluokka tai käytä lisäaineena laakerin kiinnitysmassaa. Huomaa, että korkeissa lämpötiloissa erilainen lämpölaajeneminen polymeeriholkin ja teräskotelon välillä voi vähentää tai poistaa häiriötä – korkeissa lämpötiloissa käytettäessä mekaanisia kiinnitysominaisuuksia (kiinnitysrengas, olkapääkotelo tai säätöruuvi) tulee lisätä toissijaiseksi retentioksi.
Kitina, täriseminen tai ajoittainen tärinä uudessa öljyttömässä akseliholkkiasennuksessa viittaa yleensä johonkin seuraavista: riittämätön kulkuvälys, joka aiheuttaa luistokitkaa (erittäin yleistä uusissa PTFE-komposiittilaakereissa ennen siirtokalvon muodostusta – salli sisäänajoajan), akselin ja kotelon reiän välisen kohdistusvirhe aiheuttaa kulumisen ja kotelon pinnan epäsymmetrisen kohdistuksen (tarkista kotelon epäsymmetrisyys). aaltoilu, joka aiheuttaa ajoittain vaihtelua kosketuspaineessa, tai akselin materiaali, joka on yhteensopimaton laakerimateriaalin kanssa (joillakin laakeri-akseliyhdistelmillä on taipumus takertua luistoon ennemmin kuin jatkuvaan liukumiseen pienillä nopeuksilla – katso laakerin valmistajan akselimateriaalien yhteensopivuustiedot).
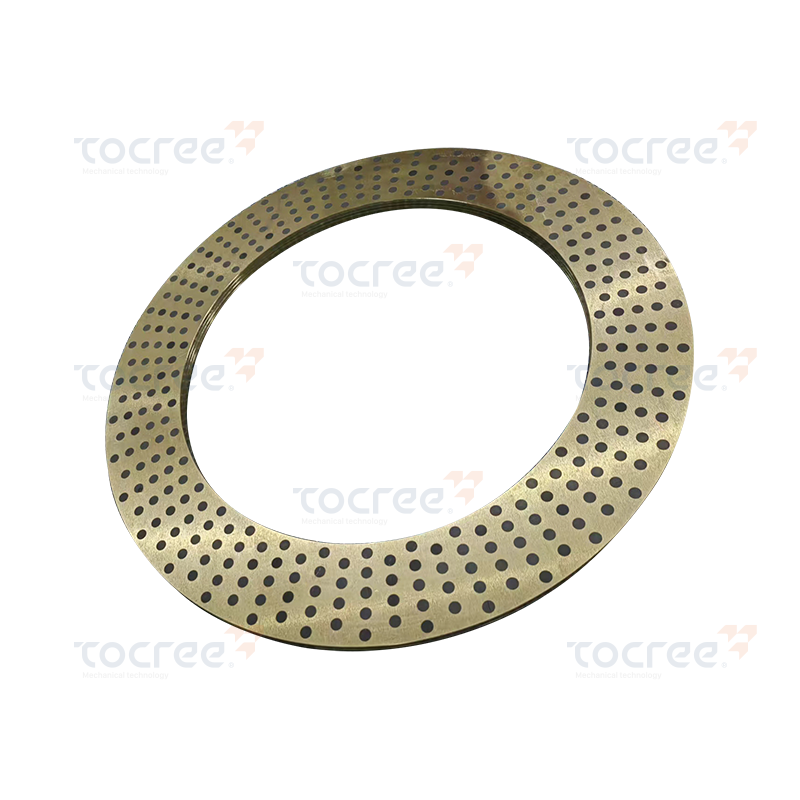
Kiinteät itsevoitelevat kuparirenkaat ovat korkean suorituskyvyn komponentteja, jotka on valmiste...
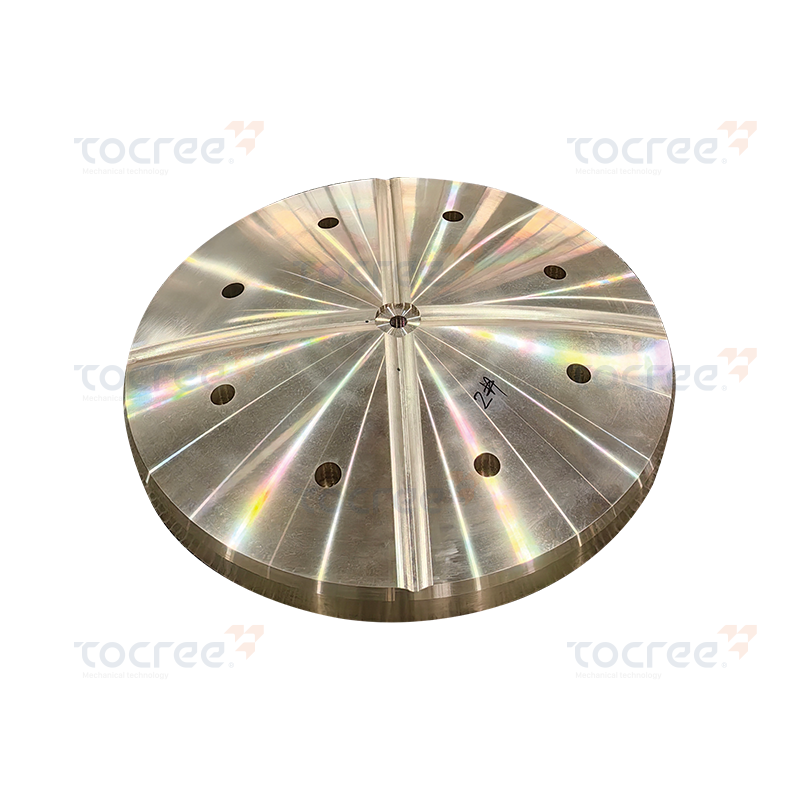
Kuparipohjainen pallomainen työntölevy on korkean suorituskyvyn kupariseoskomponentti, joka on va...
Pronssiteräs pallomainen holkki on valmistettu 42CrM04 seosteräksestä ja erittäin lujasta messing...
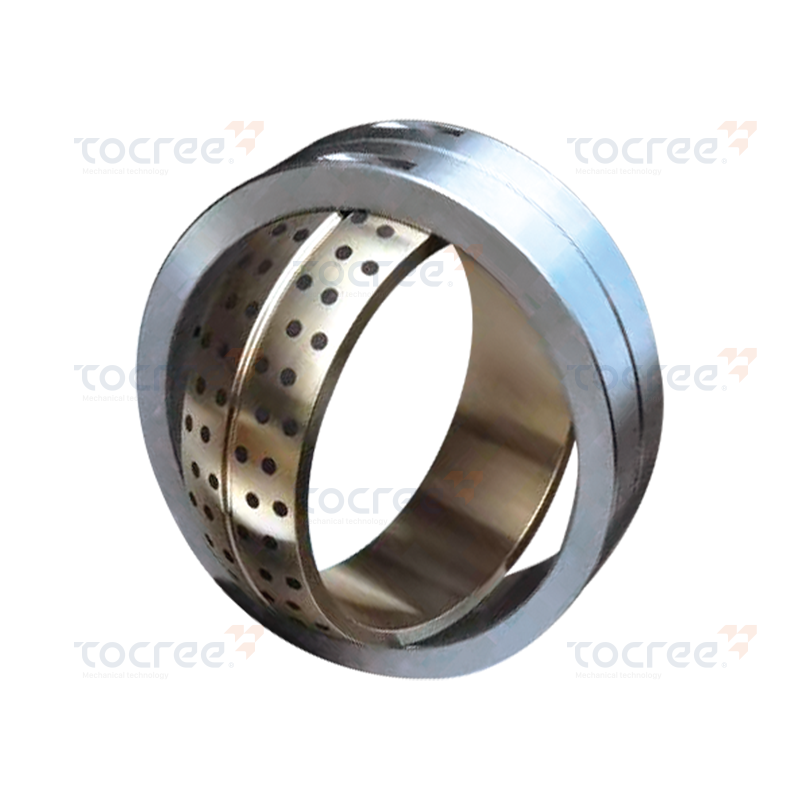
Tämä bimetallinen itsevoiteleva pallomainen laakeri on suunniteltu korkeaa suorituskykyä ja kestä...

Pronssiteräslaippaholkki yhdistää SCM435-seosteräksen ja erittäin lujan messingin edut tarjoten p...

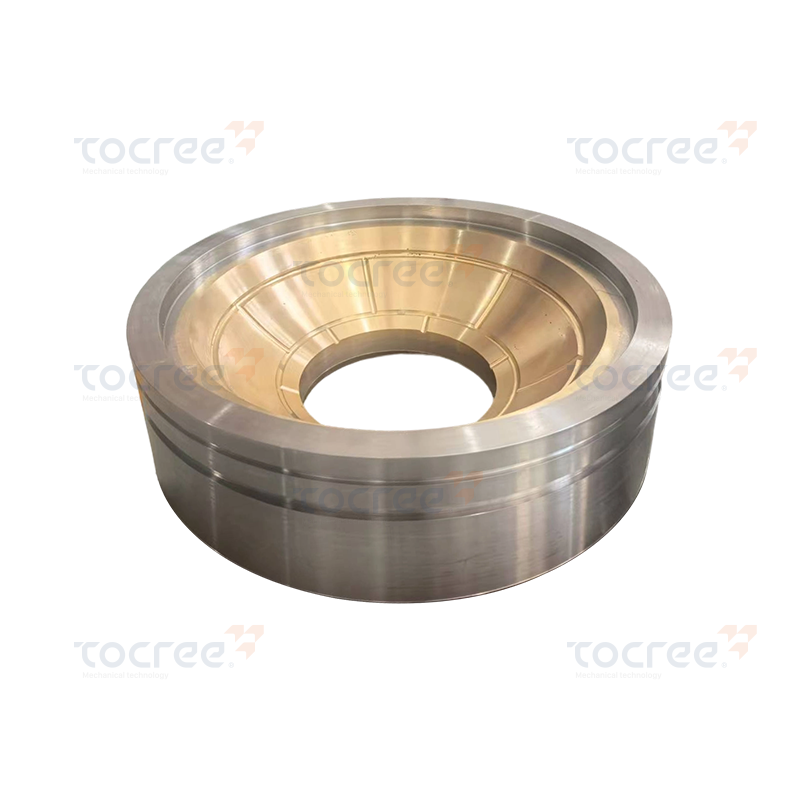
Kupari-teräs bimetallityöntölevy on korkean suorituskyvyn komponentti, joka on suunniteltu vaativ...
Tekijänoikeus © 2025 Jiashan Tocree Machinery Co., Ltd. Kaikki oikeudet pidätetään.
Räätälöidyt kuparilejeerinkien koneiden osat
